Центровка, центровочные сверла ГОСТ 14952-75 В машиностроении
комбинированные центровочные сверла применяются достаточно часто для центровки отверстий заготовок и деталей. Полученные центровочные отверстия применяются для базирования в центрах, для захода сверл и других технологических операций. Центровочные сверла изготавливают в основном из быстрорежущей стали марки Р6М5.
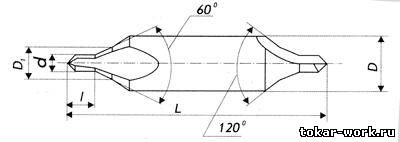
Рис. А
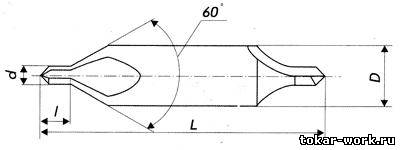
Рис. Б
Центровки изготавливаются согласно
ГОСТ 14952-75 с определенными размерами. На рисунке А мы видим центровку без предохранительного конуса 60°, а на рисунке Б предохранительный конус есть 60° и 120°. При изготовление центровок может вместо конуса быть радиус, а так же витая канавка для выхода стружки. На некоторых центровочных сверлах имеется покрытие окись титана (желтого цвета), которое понижает температуру в зоне резания, но такими центровками работать по титановым сплавам не рекомендуется (из-за покрытия центровки процесс центровки ухудшается).
Комбинированные центровочные сверла изготавливаются с разным D и d. Маркируют центровку по d, например: центровка d=1,6 значит, и на центровке будет стоять отметка, все стандартизировано. Основные размеры центровок: 1; 1,6; 2; 2,5; 3,15…6, а так же и больших размеров.
Заточка комбинированного центровочного сверла При точении центровок из быстрорежущей стали применяются белые круги из электрокорунда. При заточке центровок особенно маленьких диаметров стоит обратить внимание на затыловку. Ленточки точим одинаковыми примерно 120° (появляется устойчивость к сколам, а так же подходит для центровки нержавеющей стали, например: 12Х18Н10Т), а затыловать необходимо так, что бы противоположная (вспомогательная кромка) не давила на металл и давала выход стружки.
Процесс работы центровками В процессе работы необходимо правильно подобрать режимы резания. На универсальных станках процесс зацентровки происходит вручную, так что резких движений не желательно делать (можно плавно и быстро в зависимости от обрабатываемого материала). Для цветных, вязких сплавов и материалов желательно увеличить обороты вращения шпинделя до 800 об/мин, а для более твердых и каленых материалов в некоторых случаях уменьшить до 40 об/мин.